&����nbsp; 坩堝匣缽(bo)成型(xing)為什(shen)么(me)選擇四(si)柱(zhu)液壓機模������(mo)壓成型(xing)
?在(zai)耐火材料行業,坩堝(guo)是(shi)(shi)(shi)熔化金屬或其(qi)他物(wu)質(zhi)的(de)器皿,多(duo)數采用(yong)黏(nian)土(tu)、石墨等耐火材料制成(cheng)(cheng),而匣缽(bo)(bo)(bo)是(shi)(shi)(shi)用(yong)耐火泥(ni)料制成(cheng)(cheng)的(de)各種規格的(de)圓缽(bo)(bo)(bo)。坩堝(guo)匣缽(bo)(bo)(bo)成(cheng)(cheng)型(xing)為什么選擇(ze)四柱液(ye)壓機?其(qi)實質(zhi)是(shi)(shi)(shi)屬于耐火�������材料成(cheng)(cheng)型(xing),采用(yong)的(de)是(shi)(shi)(shi)粉末成(cheng)(cheng)型(xing)工(gong)藝所以才(cai)選擇(ze)四柱液(ye)壓機,對比如下:
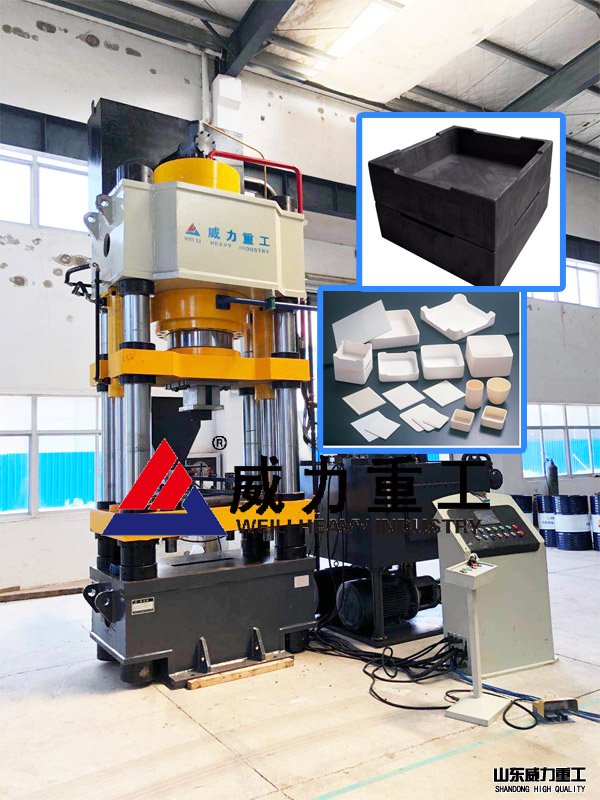
?四柱(zhu)液(ye)壓機
優點:噪(zao)音(yin)小,效(xiao)率高,安全,一致(zhi)性強(qiang),耐用。模具(ju)制作匣缽流程為:模具(ju)歸(gui)位、布料(liao)������、預(yu)壓(ya)、壓(ya)成(cheng)、取缽。將制作坩堝匣缽的砂料(liao),按不(bu)同粒度比例(li)混合(he)均(jun)勻(yun)之后,裝入四柱液壓(ya)機壓(ya)力(li)成(cheng)型(xing)模具(ju)內,施以壓(ya)力(li)使其成(cheng)型(xing)。壓(ya)力(li)成(cheng)型(xing)法可分為簡(jian)單(dan)壓(ya)力(li)成(cheng)型(xing)和等(deng)靜(jing)壓(ya)成(cheng)型(xing)兩種方式(shi)。
?1、坩堝壓(ya)制過程中,需要分(fen)(fen)數次裝料壓(ya)制,四柱液壓(ya)機電控部分(fen)(fen)�������可(ke)以做到(dao)并實現(xian),采用PLC及人(ren)機界面集中控制,同時裝有機械限位裝置,保(bao)證了制品的一致性�������。
?2、并可(ke)按需(xu)求設(she)計制作高精(jing)度�������(du)模架(jia)(上一下(xia)(xia)一,上一下(xia)(xia)二(er),上二(er)下(xia)(xia)三等)、高精(jing������)度(du)模具。
?3、自動(dong)(dong)送(song)料裝置,浮動(dong)(dong)壓(ya)制,使制品成型密度得(de)到有效控制,保護(hu)性(xing)脫模和(he)一般性(xing)脫模,脫模方式可供選擇,液壓(ya)系統采用先(xian)進的組合(he)疊加閥塊,保證(zheng)液壓(ya)機連(lian)續,頻繁的穩定工作;裝料、成型����、脫模三位置的機械檔塊定位及無(wu)級調(diao)������整機構,確定了制品的幾(ji)何(he)尺寸的穩定可調(diao)。
?4、坩堝(guo)匣缽(bo)四柱液(ye)壓(ya)機、坩堝(guo)匣缽(bo)成型機,將金屬粉(fen)末顆(ke)粒、粉(fen)末原料給與壓(ya)力,壓(ya)制成各種(zhong)形狀產(chan)品(pin),適用于壓(ya)�������制大型坩堝(guo)匣缽(bo)密度(du)要求高(gao)的產(chan)品(pin),各種(zhong)操作配方(fang)均可以實現記憶保存功能(neng),設備精度(du)高(gao),模(mo)具(ju)更換安裝方(fang)便易學(xue)。
缺(que)點:壓力(li)小,產出(chu)產品(pin)質地(di)疏松(song)。所以多推薦大噸位四柱(zhu)液(ye)壓機(ji)用于(yu)坩堝匣缽成型設備。相比(bi)同噸位摩(mo)擦(ca)壓力(li)機(ji)價(jia)格便宜,模具成本高������。
?摩擦(ca)壓力機
優點(dian������):壓力大,產(chan)出產(chan)品質�����地(di)密實,機臺模(mo)具成本低(di)廉。
缺點:同噸位摩擦壓力機(ji)(ji)相比液壓機(ji)(ji)價(jia)格要高出(chu)很多,操(cao)作繁瑣(suo),效率低,產��������品一致性難以(yi)把控,噪音大(da)。



")
")








